我们常见的钣金加工,主要由六大步骤组成,下面跟大家具体介绍:钣金加工图纸设计-->激光加工或(数控冲压)-->折弯-->焊接成型-->静电喷粉或(液体油漆)-->包装出货.
1、图纸设计:一般客户提供图纸或样品,由公司工程人员进行尺量,设计,展开,形成加工分解图和组装图提交给生产部加工。
2、激光加工:激光切割机,可进行碳钢、不锈钢等材质材料进行切割下料,使用激光切割下料,工件加工后断面整齐、平滑漂亮,尺寸精准,对带有弧线的工件更具优势,是一般数控冲压无法替代的加工方式。数控冲压:转塔数控冲床主要针对产品加工材料厚度较薄,一般在2.5mm以下材料较适合,钣金加工工件的孔较多或者需要开特殊模具才能加工的工件,批量较大的时候用数控冲压具有一定的成本优势。
3、折弯:工件下好料后如大部分需要进行折弯成型,公司拥有多台电脑折弯机,不仅速度快,工件加工更加精准。
4、焊接成型:工件在下好料后一般需要组装成型,组装方式有多种,有的直接用螺丝、拉铆等非焊接工艺成型,一般机械外壳钣金多使用焊接成型,公司一般采取氩弧焊接,碰焊,二氧化碳焊接等,焊接后对工件进行打磨抛光,这样工件就比较牢固,美观。
5、静电喷粉:静电喷粉主要针对碳钢材质工件,在工艺上一般先进行除油除锈,表调清洗,磷化处理,静电喷粉,高温烘烤等工艺,处理后工件表面美观,数年内不会生锈,成本低廉等优点。
液体油漆:此工艺和静电喷粉有差异,一般针对大工件,在无法搬运的情况下使用液体油漆有方便,成本低廉等优点,液体油漆一般分两步,在工件处理后上底漆再上面漆。
6、包装出货:包装前进行100%检查,并提供检查数据。出货要求以及包装方式由客户正方代表现场确认OK,特此记录,以供客户再次确认
流程工艺介绍
1、钣金加工方法:
(1)非模具加工:通过数冲、激光切割、剪板机、折床、铆钉机等设备对钣金进行加工的工艺方式,一般用于样品制作或小批量生产,成本较高.
(2)模具加工:通过固定的模具,对钣金进行加工,一般有下料模,成型模,主要用于大批量生产,成本较低.
2、钣金加工工艺
下料:数冲、激光切割、剪板机
成型-折弯、拉伸、冲孔:折弯机、冲床等
其它加工:压铆、攻牙等
焊接
钣金的连接方式
表面处理:喷粉、电镀、拉丝、丝印等
1、钣金加工工艺--下料
钣金的下料方式主要有数冲、激光切割、剪板机、模具下料等,数冲为目前常用方式,激光切割多用于打样阶段,加工费用高,模具下料多用于大批量加工。
下面我们主要以数冲来介绍钣金的下料。
数冲又叫转塔冲,可用来下料、冲孔、拉伸孔、压筋等,其加工精度可达+/-0.1mm。数冲可加工的板材厚度为:
冷轧板、热轧板≤3.0mm
铝板≤4.0mm
不锈钢板≤2.0mm
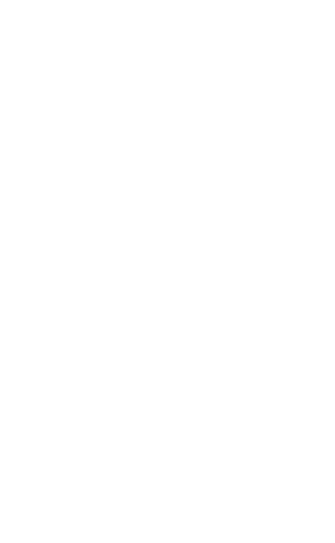
(1)冲孔有小尺寸要求。冲孔小尺寸与孔的形状、材料机械性能和材料厚度有关。(如下图)
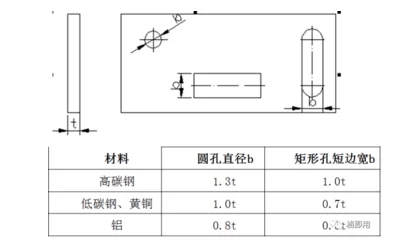
(2)数冲的孔间距与孔边距。零件的冲孔边缘离外形的小距离随零件与孔的形状不同有一定的限制,当冲孔边缘与零件外形边缘不平行时,该小距离应不小于材料厚度t;平行时,应不小于1.5t。(如下图)
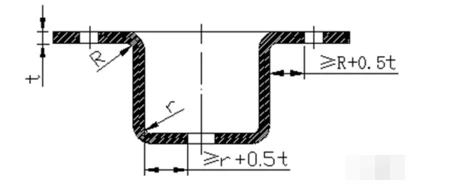
(3)拉伸孔时,拉伸孔离边缘小距离为3T,两个拉伸孔之间的小距离为6T,拉伸孔离折弯边(内)的小安全距离为3T+R(T为钣金厚度,R为折弯圆角)
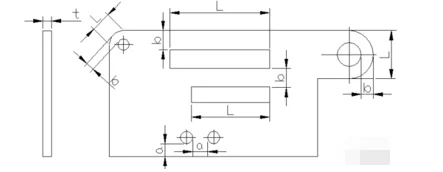
(4)拉伸折弯件及拉深件冲孔时,其孔壁与直壁之间应保持一定的距离。(如下图)
2、钣金加工工艺--成型
钣金的成型主要是钣金的折弯、拉伸。
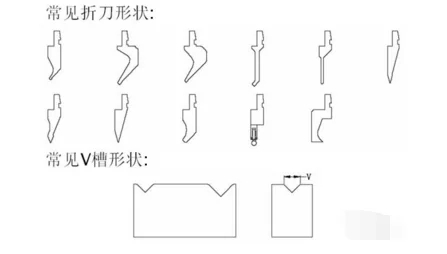
(1)钣金折弯
①折弯加工顺序的基本原则:由内到外进行折弯,由小到大进行折弯,先折弯特殊形状,再折弯一般形状,前工序成型后对后继工序不产生影响或干涉。
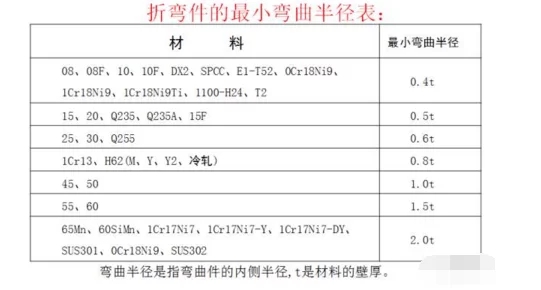
②折弯件的小弯曲半径:
材料弯曲时,其圆角区上,外层收到拉伸,内层则受到压缩。当材料厚度一定时,内r越小,材料的拉伸和压缩就越严重;当外层圆角的拉伸应力超过材料的极限强度时,就会产生裂缝和折断,因此,弯曲零件的结构设计,应避免过小的弯曲圆角半径。公司常用材料的小弯曲半径见下表。
(2)钣金拉伸
钣金的拉伸主要由数冲或普冲完成,需要各种拉伸冲头或模具。拉伸件形状应尽量简单、对称,尽可能一次拉伸成形。需多次拉伸的零件,应允许表面在拉伸过程中可能产生的痕迹。在装配要求的前提下,应该允许拉伸侧壁有一定的倾斜度。
(3)钣金其它成型:
①加强筋--在板状金属零件上压筋,有助于增加结构刚性。
②百叶窗--百叶窗通常用于各种罩壳或机壳上起通风散热作用。
③孔翻边(拉伸孔)--用以加工螺纹或提高空口的刚性。
3、钣金加工工艺--焊接
在钣金焊接结构设计时,应该贯彻“对称布置焊缝、焊点,并避免汇交、聚集、重叠,次要的焊缝、焊点可中断,主要的焊缝、焊点应连接。钣金中常用焊接有电弧焊,电阻焊等。
(1)电弧焊
钣金间要有足够的焊接空间,焊接间隙大应在0.5-0.8MM,焊缝要均匀平整。
(2)电阻焊
焊接面要求平整,无皱褶、回弹等。
4、钣金加工工艺--连接方式
这里主要介绍钣金在加工过程中的连接方式,主要有铆钉铆合、焊接(上面已述)、抽孔铆合、TOX铆合。
(1)铆钉铆合:这种铆钉常称为拉钉,将两块板材通过拉钉铆合在一起称之为拉铆,.常见铆合形状如图:
(2)抽孔铆合:
其中的一零件为抽孔,另一零件为沉孔,通过铆合模使之成为不可拆卸的连接体.优越性:抽孔与其相配合的沉孔的本身具有定位功能.铆合强度高,通过模具铆合效率也比较高。
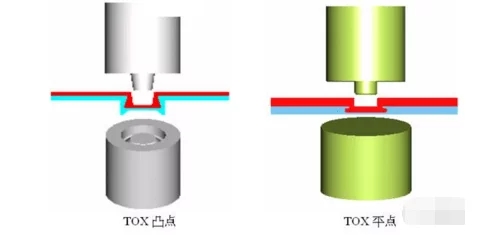
(3)TOX铆合:
通过简单的凸模将被连接件压进凹模.在进一步的压力作用下,使凹模内的材料向外”流动”.结果产生一个既无棱角,又无毛刺的圆连接点,而且不会影响其抗腐蚀性,即使对表面 有镀层或喷漆层的板件也同样能保留原有的防锈防腐特性,因为镀层和漆层也是随之一起变形流动.材料被挤向两边,挤进靠凹模侧的板件中,从而形成TOX连接圆点.如下页图所示:
5、钣金加工工艺--表面处理
对钣金表面进行处理可以起到防腐保护和装饰作用。钣金常见的表面处理有:粉末喷涂、电镀锌、热浸锌、表面氧化、表面拉丝、丝印等。
对钣金进行表面处理前应清除钣金表面的油污、锈迹、焊渣等。
(1)粉末喷涂:钣金的表面喷涂有液体漆和粉末漆两种,我们常用的是粉末漆。通过喷粉、静电吸附、高温烘烤等方式,在钣金表面喷上一层各种颜色的涂料,用来美化外观,且能增加材料的防腐蚀性能.是常用的表面处理方式。
(2)电镀锌、热浸锌:钣金的表面镀锌是常用的表面防腐处理方法,且能起到一定的美化外观作用。镀锌可分为电镀锌和热浸锌。电镀锌的外观比较光亮平整,镀锌层较薄,较为常用。热浸锌的镀锌层较厚,且可产生锌铁合金层,抗腐蚀能力强于电镀锌。
(3)表面氧化:这里主要介绍一下铝和铝合金的表面阳极氧化。铝和铝合金的表面阳极氧化可以氧化成各种颜色,起到防护作用又有很好的装饰作用。同时可以在材料的表面产生阳极氧化膜,阳极氧化膜有较高的硬度和耐磨性,又有良好的电绝缘性和绝热性。
(4)表面拉丝:将材料放在拉丝机的上下绲轮之间,绲轮上附着有砂带,通过电机带动,让材料通过上下砂带,在材料表面拉出一道道痕迹,根据砂带的不同,痕迹粗细也不相同,主要作用是美化外观.一般都是铝材才考虑用拉丝的表面处理方式。
(5)丝印:在材料表面丝印上各种标识的工艺,一般有平板丝印和移印两种方式, 平板丝印主要用于一般平面上,但如果遇上有较深的凹坑的地方,就需要用到移印。丝印需有丝印模。